Selection of rated current of MCCB for spot welder
circuit








 of
lower limit of operating time at flowing current I1.
of
lower limit of operating time at flowing current I1.










General
spot welders are characterized by intermittent loading with a short period, and
the load is switched only on the primary side of the welding transformer as
shown in Fig. 5. 3.

Unlike
for general circuits, for selection of MCCB for awelder circuit, it is
necessary to take into consideration the following factors.
a) Continuous current equivalent to intermittent load must be
calculated.
b) Transient magnetizing inrush current caused by switching on the
primary side of transformer must be taken into consideration.
(1) Selection of MCCB rated current based on working conditions
Since
the temperature rise of MCCB and wire is determined by thermally equivalent
continuous current, it is necessary for selection to convert the intermittent
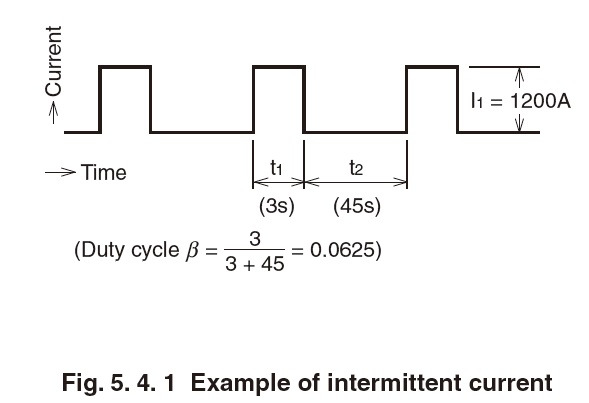
current to thermally equivalent continuous current. Select a thermal or
electronic tripping type MCCB on which the load current can be detected as the
RMS value. The heating value in the energized state as shown in Fig. 5. 4. 1
can be obtained by the following formula.
W =
I12Rt1, where R is the resistance.
The
mean production heat can be obtained by the following formula.

This
value is equal to the production heat obtained when current
is
continuously carried. The thermally equivalent current Ie in the example shown in Fig. 5. 4. 1 is
In
this case, the continuous current of 300A and the average temperature are
uniform, but the instantaneous temperature fluctuates as shown in Fig. 5. 4. 2,
and the maximum temperature shown as Tm is higher than the average temperature
Te at the continuous current of 300A. Operation of thermal MCCB is determined
based on this maximum temperature. Therefore, it is necessary to select MCCB
which will not operate at the maximum temperature, or to make sure that the
operating time in the hot start mode is longer than the weld time. (For the hot
start curve, see Appendix at the end of this book.) When selecting a
magnetic-only MCCB, regard the thermally equivalent current as MCCB rated
current. However, since MCCB rated current contains a margin of approx. 15% for
supply voltage fluctuation and dispersion among devices, the rated current
shall be just above 345A obtained by the following formula.

The
operating time of electronic MCCB is shorter than that of thermal magnetic
MCCB. To select the rated current of electronic MCCB, reduce the weld time t1
to 1/2 or less of the lower limit of the characteristic curve, and allow a
margin of 40% for the thermally equivalent current.
of
lower limit of operating time at flowing current I1.
(2) Selection of MCCB based on welder capacity
In Item
(1), MCCB is selected based on the welding conditions (working conditions).
Since the welder working conditions are changed when the material to be welded
is changed, you may think that MCCB must be changed every time the conditions
are changed. However, if MCCB has been selected for the maximum working
conditions allowable for the welder capacity and specifications in consideration
of the operation limit of the welder, it is unnecessary to change MCCB in each
case. According to JIS C9303 (Stationary type single phase AC spot welding machines),
the rated capacities of welders are determined based on the duty cycle of 50%.
When the rated capacity and rated voltage of the welder shown in Fig. 5. 3 are
85 kVA and 200V, the thermally equivalent continuous current Ie is:
MCCB
rated current is just above the following value.
In
this case, the relationship between the duty cycle b
at which the operation limit is not exceeded
and the maximum input Ibeta allowed at the duty cycle beta is:
Fig.
5.5 shows the graph of this relationship obtained by converting the duty cycle beta
to the weld time with a cycle of 60 seconds.
Accordingly, the thermally equivalent current of this welder is constantly
300A, but the operation limit varies depending on the duty cycle as shown
below. At duty cycle of 50% (weld time of 30 sec): Input current of up to 425A At
duty cycle of 6.25% (weld time of 3.75 sec): Input current of up to 1200A At
duty cycle of 1% (weld time of 0.6 sec): Input current of up to 3000A However,
since the primary input of welder is increased only by about 30% compared to
the standard maximum welding current even if the secondary side is completely
shortcircuited, when the standard maximum input of this welder is considered to
be 400 kVA, the maximum primary input, Ibetamax, is:
Therefore,
it is allowed to select MCCB for the maximum input Ibeta
of 2600A or less.
The 75% hot start
characteristics of Model NF400-SW with rating of 350A are shown by the dashed
line in Fig. 5. 5. The welder temperature rise characteristics to the upper
limit are shown by the solid line in Fig. 5. 5. Although the allowable time vs.
current curve for prevention of burnout of welder is above the solid line, it
is necessary to examine whether or not MCCB can protect the welder in each case.
However,
in most cases, magnetic-only MCCB are used for protection of thyristors and
wire in case of short fault.

(3) Selection of instantaneous tripping current in consideration of
transient magnetizing inrush current
When a transformer circuit is closed on the primary side, transient
inrush current flows owing to superposition of DC and saturation of transformer
core depending on the closing phase. Most of recent welders are provided with synchronous
closing system and wave peak control or only with synchronous closing system
for prevention of malfunction of protective devices due to the inrush current
and for uniform welding conditions. In this case, the ratio of the RMS value of
current in the steady state to the maximum peak value in the transient state is
based
on actual measurement. In the case of asynchronous closing with soft start, the
ratio is 4 or less based on actual measurement.
The
maximum instantaneous value of transient magnetizing inrush current in each
case is shown below.

If
the synchronous closing system is used, the transient magnetizing inrush currents
in both cases are almost identical. Therefore, for welders other than those of
asynchronous closing type, it is allowed to regard Imax as 2Ibetamax.
When the maximum primary input (Ibmax) is 2600A on a welder with synchronous closing
system,
Since
MCCB instantaneous tripping current is shown as the RMS value in the catalog,
MCCB instantaneous tripping current (Iinst) can be obtained by the following
formula.
Select
MCCB whose Iinst is lower than the lower limit of instantaneous tripping
current tolerances.
Selection of MCCB rated current for arc welder circuit
An arc welder is an intermittent load specified. MCCB rating can by selected by converting the load current into thermal equivalent continuous current. If this is taken as the rated current, however, the current duration per cycle will become relatively long, with the attendant danger of thermal tripping of MCCB. In the total period of 10 minutes, if the duty factor is 50%, a 141% overload exists for 5 minutes; if the duty factor is 40%, a 158% overload exists for 4 minutes; and if the duty factor is 20%, a 224% overload exists for 2 minutes. Thus:

The switching transient in the arc welder is measured as 8~9 times the primary current. Consequently, using 1.2 allowance, it is necessary to select instantaneous-trip characteristics such that MCCB does not trip with a current of 11 times the primary current.




No comments:
Post a Comment